Stabilization of bonding force during ultrasonic wire and ribbon bonding
Abstract
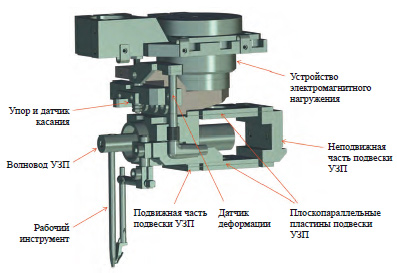
To improve the quality of ultrasonic wire and ribbon bonding, the author propose a methodology for stabilizing the bonding force by compensating the rigidity of ultrasonic transducer (UST) mount in the ultrasonic / thermosonic bonding cycle. The author analyze the construction of ultrasonic technological systems and factors affecting the stability of the bonding process. The bonding force is controlled by an electromagnetic unit based on a coil in the field of a constant magnet, the force being directly proportional to the flowing current in the coil. The rigidity of ultrasonic transducer mount was compensated by the data obtained during the preliminary calibration of the change in the mount force over the entire UST overrun range. The calibration in this case is performed with no current flowing through the coil. The force value can be picked up from a digital force sensor. The force values are simultaneously compared with the digitized signal of the deformation sensor. The obtained data is stored in the memory of the wire bonder.
In the bonding cycle, after the moment of contact is determined, the drive unit moves the bonding head vertically by the value of a predetermined distance of approximately one diameter of the bonding wire. This causes the movable part of the UST mount to rise and the force to increase. This increase is compensated by the automatic reduction of the current in the electromagnetic coil, which allows maintaining the preset force at the specified level. The bonding force during bonding is compensated in the same way, with the difference that the vector of force compensation changes – the force should increase with an increase in the deformation of the bonding wire. The implementation of the proposed algorithm made it possible to improve the bonding force stabilization to 20% when bonding thick wire, as well as to improve bonding quality. The proposed solution is also applicable in other technological ultrasound bonding systems, including bonding wire with the diameter of <100 microns.
References
Petuhov I.B, Kiparin I.N. Technology system for heavy wire bonding. Proceedings of the 21th International scientific-practical conference “Modern information and electronic technologies”, Ukraine, Odesa, 2020, pp. 46–47. (Rus)
Chen Y., Yan Q., Gong H. Research on the force-position switching control system of wire bonding head on DSP. Mechanics and Materials, vols. 511–512, 2014, рp. 1118–1122. https://doi.org/10.4028/www.scientific.net/AMM.511-512.1118
Fang L., Yin Y.H., Chen Z.N. Design and control of novel linear wire bonding head. The International Journal оf Advanced Manufacturing Technology, 2007, 35(11), рр. 1136–1144. https://doi.org/10.1007/s00170-006-0795-9
Harmann G.G. Wire Bonding in Microelectronics. USA, NY, McGraw Hill, 2010, 446 р.
Dostanko A.P. et al Technology processes and systems in microelectronics: plasma, electron-ionic beam, ultrasonic. Minsk, Bestprint, 2009, 209 p. (Rus)
Jacques S. The Importance of Interconnection Technologies: Reliability of Power Electronic Packages, 2017, p. 185–201. http://dx.doi.org/10.5772/intechopen.69611
Copyright (c) 2021 Igor Petuhov

This work is licensed under a Creative Commons Attribution 4.0 International License.